Развёртывая Всеобщее обслуживание оборудования, нам важно правильно понимать понятие эффективности, уметь объяснить его каждому и увидеть потери в работе оборудования, которые влияют на его эффективность.
Чтобы понять, что такое эффективность, лучше опираться на идеальную ситуацию. Представьте идеальное оборудование, работающее с полной (100%) эффективностью. Для простоты, пусть это будет новое оборудование. Как мы можем его охарактеризовать? Первое, что приходит в голову — это, конечно, непрерывность работы. Оно работает постоянно и не ломается. В идеале, оно работает без обедов и перерывов автономно, без участия оператора. В идеале, его обслуживание можно производить без остановки производства (например, долить масло и т.д.). Это оборудование работает с паспортной производительностью и на максимально возможной скорости, т.е. выдаёт максимальное количество продукции. И конечно, оно не производит брака, вся продукция стопроцентного качества. Вот такое идеальное представление. Возможно, вы дополните его своими характеристиками и качествами. Тем не менее, перечисленного выше уже будет достаточно, чтобы получить представление об эффективно работающем оборудовании.
Общее определение эффективности — это соотношение затраченных ресурсов к результату. То есть полная эффективность предполагает достижение максимально возможного результата при отсутствии затраченных ресурсов. Применительно к работе оборудования, затраченные ресурсы — это в первую очередь время остановок оборудования, а также энергозатраты, материалы, человеческие ресурсы.
Применительно к TPM, как правило, имеется в виду эффективность использования оборудования, связанная именно с потерями времени на остановки. Эффективность с точки зрения использования материала или энергозатрат рассматривается отдельно в соответствующем контексте.
Теперь взглянем на понятие эффективности с другой интересной стороны. Обратите внимание на рисунок, расположенный ниже. На нём слева направо в виде столбцов отображено время использования или время эффективной и неэффективной работы оборудования.
Обратите внимание на левый крайний столбец. Он отражает общее время в сутках: 24 часа. Считается, что если оборудование работает 24 часа, то это и есть его эффективная работа. Это не совсем верно. Далее мы можем увидеть, как измениться это время, если рассматривать его с точки зрения эффективности использования, как мы её понимаем в lean и в TPM.
Следующий столбец называется доступным временем, мы уже упоминали о нём в одном из разделов. Это время, которое мы заранее выделяем для работы, так как заранее понимаем, что оборудование не будет работать 24 часа. Например, существует определённая сменность: где-то оборудование и персонал работают только в одну смену. Существуют перерывы на обед и регламентированные перерывы, положенные по закону. Кроме того, могут планироваться ремонты или специальное время на запуск оборудования. Таким образом из 24 часов общего времени может остаться до 5-6 часов доступного времени, т.е. того времени, которое мы выделили (запланировали) на работу. Мы предполагаем, что в течение доступного времени оборудование будет жужжать, пыхтеть и работать, производя продукт.
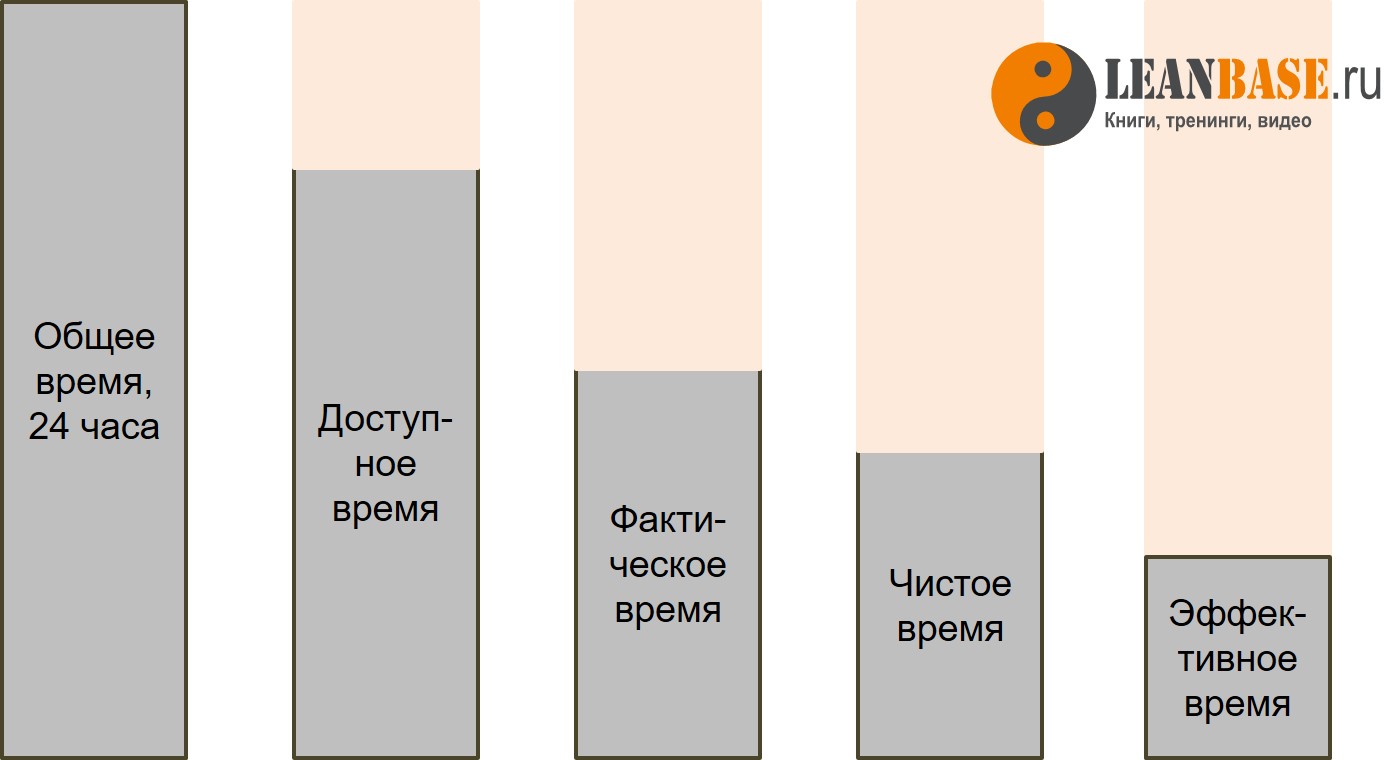
Следующий столбик — фактическое время. Оно отличается от доступного времени так же, как планы отличаются от реальности. По факту, в работе оборудования всегда происходят остановки, поломки и ожидания, которые могут быть связаны с поломками, незапланированными переналадками (запланированные уже учтены в доступном времени), с недопоставкой комплектующих и материалов, с ожиданием работника или принятия решения и т.д. Выше мы рассматривали потери в работе оборудования, многие из них могут повлиять на сокращение доступного времени. Другими словами, фактическое время представляет собой разницу доступного времени и всех незапланированных остановок по различным причинам, тех остановок, которые мы не запланировали. На протяжении всего фактического времени работы оборудование по факту жужжало, пыхтело и производило продукт.
Но и это ещё не всё. Следующий столбец — чистое время работы оборудования. Оно учитывает потери скорости и производительности, которые часто можно встретить особенно на старом оборудовании. Потеря скорости может происходить из-за несоответствия различных характеристик оборудования, замены оригинальных деталей и узлов на более дешёвые и простые, из-за загрязнений оборудования, некомпетентности персонала, как ремонтного, так и производственного, а также по многим другим причинам. Представьте, если фактическое время работы в смену составляет 3 часа, за которые по паспортным данным оборудование должно произвести 300 единиц продукции (на максимальной скорости). Из-за потери скорости, оборудование произвело 250 единиц, т.е. на 1/6 меньше. На максимальной скорости оборудование произвело бы 250 штук за 2,5 часа, следовательно, мы теряем 30 минут в день в виде потери скорости или пониженной производительности. Чистое время представляет собой разницу фактического времени работы и потерь скорости и производительности, выраженной во времени. Таким образом, на производство продукта мы имеем ещё меньше времени.
Последний столбец называется эффективное время. Он учитывает потери, связанные с выпуском некачественной продукции. Так, например, если из 250 выпущенных изделий за 3 часа 50 оказываются бракованными, то эффективное время будет также на 30 минут меньше. Это означает, что 36 минут было потрачено впустую, оборудование не произвело ничего ценного, оно производило брак. Разумеется, производство брака несёт на много большие последствия и расходы, но здесь мы смотрим на ситуацию с точки зрения эффективности использования оборудования.
Как вы могли увидеть реальное время работы оборудования (эффективное время) составляет лишь небольшую часть его работы. Оно может быть и 5%, и 10%. По данным из моей практики, старое оборудование на российских предприятиях работает с эффективностью 20-50%, не больше. Эффективность работы оборудования в классическом TPM, принято измерять коэффициентом OEE, который мы рассматриваем в следующем разделе.
Таким образом, из, казалось бы, большого объёма времени в 24 часа, остаётся совсем не много эффективного времени, когда оборудование производит только качественный продукт, работает на максимальной скорости и без остановок и простоев. Приведённые на рисунке столбцы не отображают пропорции между разными потерями на оборудовании. Они являются лишь примером, показывающим, как уменьшается общее время и куда оно исчезает.
Повышение эффективности работы оборудования означает увеличение того правого крайнего столбца, приведение эффективного времени как можно ближе к доступному времени. Как вы понимаете, это осуществляется устранением различных потерь в работе оборудования. Тем не менее, чтобы повышать эффективность работы оборудования, её необходимо понимать и уметь измерить. Полное понимание существующих потерь, влияющих на эффективность, поможет в борьбе с ними. Измерение эффективности поможет оценить результаты ваших работ, а также подобрать более действенные и результативные мероприятия.
По материалам книги «TPM. Философия эффективного оборудования«, Филипп Семенычев, 2017 год.